Introduction
The powder metallurgy process is one of the most efficient and cost-effective methods of manufacturing metal parts. It produces precise, high-strength components with minimal material waste — making it a top choice for industries ranging from automotive to aerospace.
What Is the Powder Metallurgy Process?
The powder metallurgy process is a metal-forming technique that uses fine metal powders as the starting material instead of molten metal. The powders are compressed into a desired shape inside a mold, then heated in a controlled furnace to bond the particles together — a step called sintering.
Unlike casting or machining, this process does not require melting the metal. This makes it highly energy-efficient and allows manufacturers to work with materials that are difficult or impossible to melt, such as tungsten, molybdenum, and certain ceramic-metal composites.
The result is a dense, strong part with tight dimensional tolerances. Components made this way require little or no finishing work, which significantly reduces production time and labor costs. From gears and bearings to filters and magnets, this versatile manufacturing method is behind thousands of everyday products.
3 Key Specifications in the Powder Metallurgy Process
Understanding the main technical parameters helps engineers and buyers choose the right approach for each application.
1. Particle Size and Distribution
The size of the metal powder particles directly affects the final density, surface finish, and mechanical strength of the part. Finer powders (under 10 microns) produce smoother surfaces and higher density. Coarser powders are easier to handle and compress but may leave more porosity. Particle size is typically measured in microns and must be tightly controlled during production.
2. Compaction Pressure
During pressing, the powder is compressed using pressures ranging from 100 to 900 MPa (megapascals), depending on the material and part geometry. Higher pressure reduces porosity and increases the green (pre-sintered) strength of the compact. However, too much pressure can cause cracking or uneven density distribution in complex shapes.
3. Sintering Temperature and Time
Sintering is the heat treatment stage where bonding occurs. Temperatures typically range from 70% to 90% of the metal’s melting point. For iron-based parts, this is usually between 1,000°C and 1,300°C. The duration, atmosphere (hydrogen, nitrogen, or vacuum), and cooling rate all affect grain structure, porosity, and final mechanical properties. Getting these parameters right is critical to part quality. Even small deviations in temperature or hold time can result in weak bonds, warping, or dimensional inaccuracies that require costly rework.
Main Steps in the Powder Metallurgy Process
This manufacturing method follows a clear sequence of steps. Each stage builds on the last to produce a finished component.
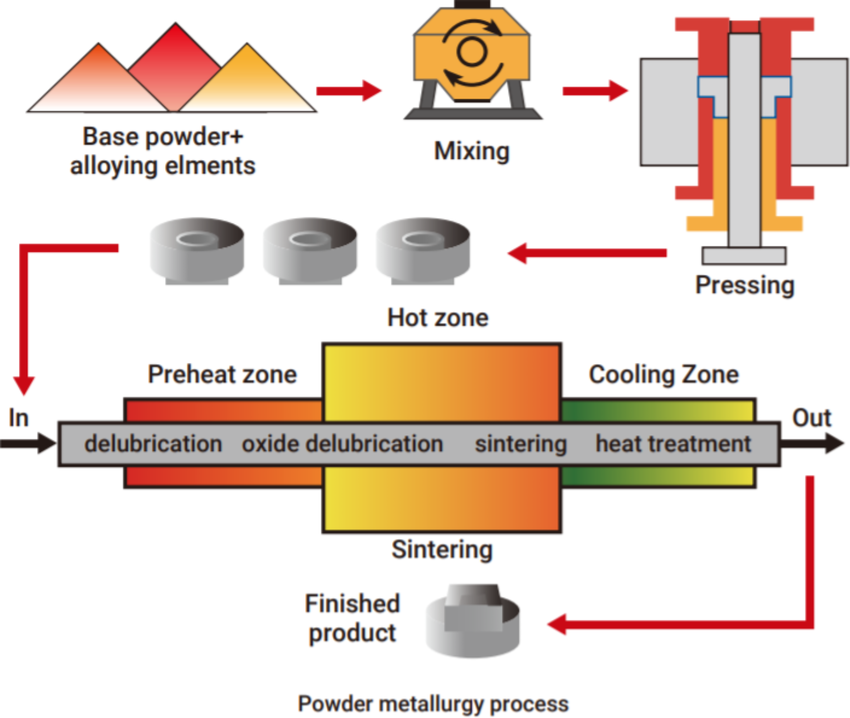
Step 1 — Powder Production
Metal powders are produced through atomization (spraying molten metal into fine droplets), chemical reduction, or electrolysis. Atomization is the most common method for iron, copper, and aluminum powders.
Step 2 — Powder Blending
Different powders and additives (lubricants, binders) are blended to achieve the required chemical composition and flow properties. Uniform mixing is essential for consistent part quality.
Step 3 — Compaction
The blended powder is poured into a die and pressed under high pressure to form a “green compact” — a solid but fragile part that holds its shape before sintering.
Step 4 — Sintering
The green compact is placed in a high-temperature furnace. The heat causes the powder particles to diffuse and bond without fully melting, creating a strong, dense structure.
Step 5 — Finishing Operations
Some parts require additional steps such as sizing (re-pressing for tighter tolerances), machining, plating, or heat treatment to achieve final specifications.
Industries and Applications
The powder metallurgy process is trusted across many demanding industries because of its precision, repeatability, and material efficiency.
Automotive Industry
This is the largest user of PM components. Engine parts such as connecting rods, valve seat inserts, camshaft lobes, and transmission gears are routinely produced this way. A typical passenger car contains more than 15 kg of PM parts, and that figure continues to rise as manufacturers seek lighter, more fuel-efficient designs.

Aerospace and Defense
Turbine blades, structural brackets, and wear-resistant bushings in aircraft are made using advanced PM techniques, including hot isostatic pressing (HIP) for maximum density and strength.
Electronics and Electrical Components
Soft magnetic cores for transformers, electrical contacts, and heat sinks are well-suited to PM manufacturing because complex shapes can be formed without costly machining.
Medical Devices
Surgical instruments, dental implants, and porous bone scaffolds use PM methods to achieve precise porosity levels and biocompatible material compositions that are impossible to achieve through conventional forming.
Consumer Products and Tools
Cutting tools with tungsten carbide inserts, power tool gears, and kitchen appliance parts benefit from the wear resistance and tight tolerances that PM delivers consistently at scale.

FAQ
Q1: What metals are commonly used in the powder metallurgy process?
Iron and steel are by far the most widely used, followed by copper, aluminum, nickel, and tungsten. Specialty applications use titanium, stainless steel, and hard metals like tungsten carbide. The choice depends on the required mechanical properties, operating environment, and cost targets.
Q2: How strong are parts made by the powder metallurgy process?
Strength depends on the material, compaction pressure, and sintering conditions. Well-optimized PM steel parts can achieve tensile strengths above 800 MPa — comparable to many wrought steel grades. Porosity can be minimized through re-pressing, infiltration, or hot isostatic pressing for the highest-performance applications.
6 Amazing Benefits of Powder Metal Parts That Engineers Love
Q3: Is the powder metallurgy process environmentally friendly?
Yes, it is one of the more sustainable metal-forming methods. Material utilization rates typically exceed 95%, compared to 50–60% for machining from solid stock. Energy consumption is also lower because melting is not required. Scrap powder can often be recycled back into the production process, reducing waste further.
Conclusion
The powder metallurgy process offers a unique combination of precision, efficiency, and material versatility that few other manufacturing methods can match. From automotive gears to medical implants, it enables the production of complex, high-performance parts at competitive cost.
Whether you are an engineer evaluating manufacturing options or a buyer sourcing precision components, understanding this process helps you make smarter decisions. As material science advances and sustainability becomes a higher priority, the powder metallurgy process will only grow in importance across global manufacturing.