Quality Control
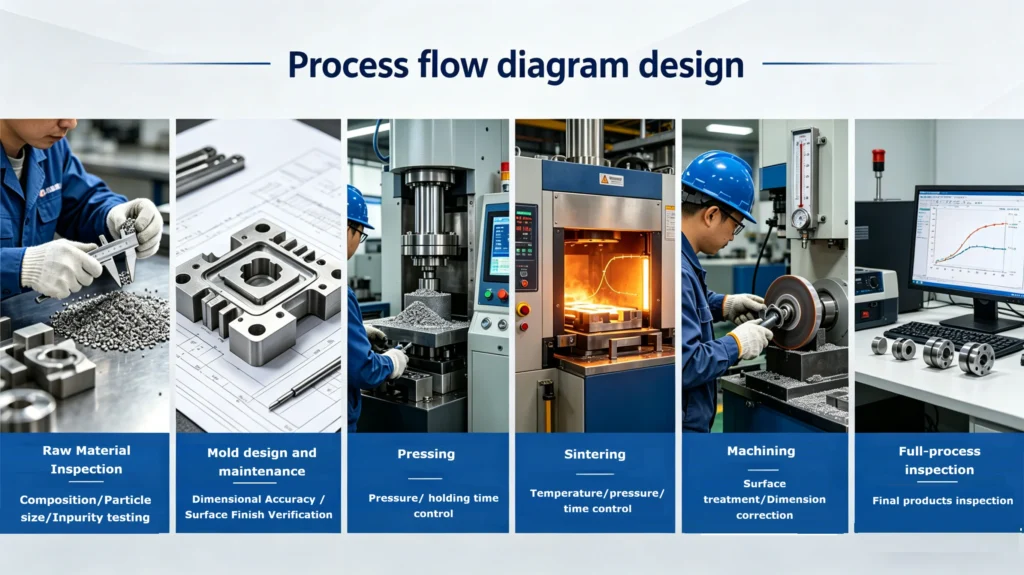
We conduct strict quality management covering raw materials, molds, compaction, sintering, post-treatment and inspection, to stabilize and guarantee parts’ density, dimensional accuracy, mechanical properties and internal defect control.
1. Raw Material Quality Control (Source Control)
Raw Material Inspection
- Batch-by-batch mandatory inspection: chemical composition, particle size distribution (D50), apparent density, flowability and oxygen content.
- Key control indicators: sulfur/phosphorus content < 0.02%, particle size fluctuation < ±10%; eliminate impurities and oxidation.
- Compliance standards: GB/T 1479, GB/T 5162.
Mixing Process Control
- Precise proportioning, feeding sequence, rotating speed and mixing time to prevent component segregation.
- Regular equipment cleaning to avoid cross-contamination between batches.
- Sampling inspection of mixture uniformity via spectrum analysis or metallographic testing.
2. Mold Design and Maintenance (Precision Foundation)
Precision Mold Design
- Dimensional compensation reserved according to material shrinkage rate (10%–15% for iron-based materials).
- CAE simulation to optimize cavity structure; multi-directional compaction (double-action / four-action) for uniform density distribution.
- High guiding precision (parallel tolerance ≤ 0.01mm), reasonable exhaust structure and die wall lubrication design.
Regular Mold Maintenance
- Inspect wear loss every 10,000 pieces; repair or replace molds when dimensional deviation exceeds 0.02mm.
- Ensure smooth surface, no drawing scratches and precise mold closing.
3. Compaction Process Control
Fixed Process Parameters
- Compaction pressure: 410–550MPa (iron-based materials)
- Compaction speed: ≤5mm/s; pressure holding time ≥10s
- Ejection speed: 5–10mm/s
- Servo press pressure fluctuation controlled within ±1%.
Online Sampling Inspection (every 30 minutes)
- Density: 6.8–7.2g/cm³ with allowable deviation < ±0.1g/cm³
- Dimension: key dimensional tolerance ±0.05mm
- Appearance: inspect for cracks, lamination and corner missing; shut down production if defect rate exceeds 2%.
4. Sintering Process Control (Core Procedure)
Precise Control of Three Key Factors
- Temperature: controlled within ±5℃ with segmented temperature control (preheating / sintering / cooling stage).
- Holding time: 2–3 hours (adjusted by part thickness).
- Protective atmosphere: ammonia decomposition gas (H₂ ≥75%) or pure hydrogen to prevent oxidation and decarburization.
Furnace Condition Monitoring
- Real-time curve recording for continuous sintering furnaces with automatic alarm for abnormal conditions.
- Ensure stable porosity, hardness and metallographic structure of sintered parts.
5. Post-Treatment (Strengthening & Finishing)
- Repressing / Sizing: Improve density and calibrate dimensional accuracy.
- Heat treatment: Quenching, tempering and carburizing to enhance strength, hardness and wear resistance.
- Surface treatment: Oil impregnation, electroplating, PVD coating, sandblasting.
- CNC finishing: Precision machining of key positions to meet high accuracy requirements.
6. Full-Range Inspection System
- Raw material: Chemical composition, particle size, apparent density, flowability.
- Green compact: Density, dimension, appearance.
- Sintered semi-finished product: Density, hardness, metallographic structure, carbon content.
- Finished product:
- Dimension inspection: CMM, vernier caliper, micrometer.
- Mechanical performance: Tensile test, impact test, hardness test (per GB/T 230).
- Defect detection: Magnetic particle inspection, fluorescent penetrant inspection, ultrasonic testing (for internal cracks and porosity).
- Tightness test: Vacuum leak detection after oil impregnation.
7. Quality System & Traceability Management
- System certification: ISO 9001, IATF 16949 (for automotive and medical parts).
- Full lifecycle traceability: Electronic records of batch number, raw material batch, process parameters, inspection data and operator information.
- Continuous improvement via PDCA: Abnormality analysis, corrective & preventive measures, SOP optimization.
- Personnel training: Professional training for operation, inspection and quality awareness.
8. Common Defects and Control Key Points
- Lamination & cracks: Control compaction speed, pressure holding, lubrication and ejection speed.
- Dimensional out-of-tolerance: Mold shrinkage compensation, sintering temperature field control, sizing calibration.
- Uneven density: Adopt multi-directional compaction, uniform powder filling and die wall lubrication.
- Porosity & inclusions: Strict control of raw material purity, protective atmosphere and sufficient sintering.
In short, powder metallurgy quality control is a systematic project featuring pure raw materials, precise molds, stable compaction, accurate sintering, strict inspection and complete traceability.